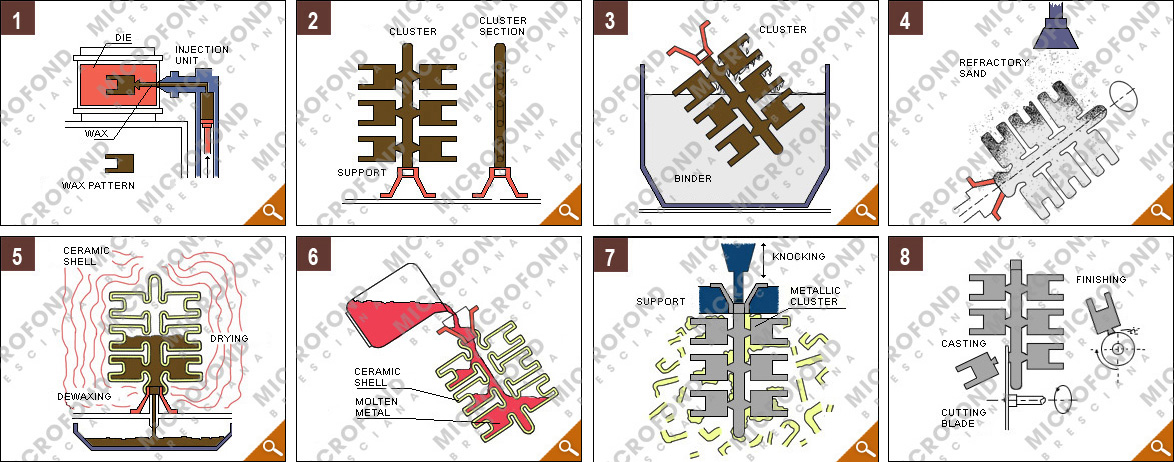
The process of investment casting is distinguished by the use of an expendable pattern and the basic steps in the process are shown in figure below:
A metal die is used to produce the pattern, now almost universally of wax.
Patterns are mounted onto a runner system to give an assembly ready for subsequent coating with refractory mix (fig. 2).
The covering of the wax assembly with a refractory mix is known as investing – hence the modern name of the process (fig. 3-4).
At the end of the investing process, the wax pattern material is removed by thermal or chemical means, steam autoclaving being usual (fig. 5). The mould is then heated to a high temperature to eliminate any residual wax and to induce chemical and physical changes in the refractories that will ensure maximum strength and stability combined with minimal reaction between the mould surface and the liquid metal to be poured into it (fig. 6). SEE MATERIAL LIST TABLE.
When the mould has cooled sufficiently, the mould material is removed by impact, vibration, grit-blasting, high pressure water-blasting or chemical dissolution, to leave the castings which are then removed from the runner system. Various post-casting operations (eg heat treatment, surface treatment or coating, hipping) may be carried out, to meet customer requirements (fig. 7-8).